ɰ݆�C ��ȫ���o���g�l��JB 8799��1998
�������ҙCе���I��1998��07��17���� 1998��12��01��ʩ
����ǰ��
�������˜��Ǹ���GB 15760��1995�����������C�� ��ȫ���oͨ�ü��g�l������Ҫ�Y��ɰ݆�C�aƷ�ĽY��������������JIS 9621��76(85��_�J)���_ʽ늄�ɰ݆�C���ƶ��ġ����˜��cGB��T 5226��1��1996�����I�Cе늚��O�� ��һ���֣�ͨ�ü��g�l������JB 4029��85��ĥ��ɰ݆���o�� ��ȫ���o���gҪ���а�ȫҪ���Ҏ���f�{һ�¡�
�������˜�Ҏ���ļ��g�����c�ձ����I�˜�JIS 9621��76(85��_�J)����һ�£���ɰ݆�C���o�ּ�ɰ݆���b�S���òĵȷ����Ҫ�����ձ��˜ʡ�
�������˜���ȫ�����������C���˜ʻ����gί�T�������
�������˜���ȫ�����������C���˜ʻ����gί�T��ĥ���֕��w�ڡ�
�������˜�ؓ؟��݆�λ���Ϻ�ɰ݆�C�о�����
�������˜���Ҫ����ˣ�÷���U����������
����1 ����
�������˜�Ҏ����ɰ݆�C�Ļ�����ȫ���gҪ��
�������˜��m�������ɰֱ݆��100��250mm���p���_ʽɰ݆�C�����ɰֱ݆��150��250mm���_ʽɰ݆�C�����ɰֱ݆��200��600mm�����ɰ݆�C�ͳ��mɰ݆�C(���º��Qɰ݆�C)��
����ע���p���_ʽɰ݆�C���_ʽɰ݆�C�����ɰ݆�C�ͳ��mɰ݆�C�����Q��Ҏ��քe����JB 6092��JB 4143��JB 3770��Ҫ��
����2 ���ؘ�
�������И˜��������ėl�ģ�ͨ�^�ڱ��˜������ö����ɞ鱾�˜ʵėl�ġ����˜ʳ���r����ʾ�汾������Ч�����И˜ʶ�������ӆ��ʹ�ñ��˜ʵĸ�����̽ӑʹ�����И˜����°汾�Ŀ����ԡ�
����GB 191��90 ���b���\�Dʾ��־
����GB 1032��85 ���ஐ��늄әCԇ��
����GB 2099��1��1996 ���ú������;���^���� ��һ���� ͨ�ü��g�l��
����GB 2494һ1995 ĥ�߰�ȫҎ�t
����GB 2893��82 ��ȫɫ
����GB 2894��1996 ��ȫ��־
����GB��T 3167��93 ���������C�� ����ָʾ����̖
����GB 4674��84 ĥ���Cе��ȫҎ��
����GB 5013��2��1997 �~��늉�450��750V��������Ƥ�^��ܛ��| ��2���� ԇ��
����GB 5023��3��1997 �~��늉�450��750V�����¾�����ϩ�^����| ��3���� �̶������ßo�o����|
����GB��T 5226��1һ1996 ���I�Cе늚��O�� ��һ���� ͨ�ü��g�l��
����GB 9651��88 ���ஐ��늄әCԇ��
����GB��T 13384��92 �C늮aƷ���bͨ�ü��g�l��
����GB��T 15706��2һ1995 �Cе��ȫ ���������c�OӋͨ�t ��2���֣����gԭ�t�cҎ��
����GB 15760��1995 ���������C����ȫ���oͨ�ü��g�l��
����GB��T 16769��1997 ���������C�� �������y������
����JB 3770��84 ���ɰ݆�C
����JB 4029��85 ĥ��ɰ݆���o�� ��ȫ���o���gҪ��
����JB 4143��1998 �_ʽɰ݆�C
����JB 6092��92 �p���_ʽɰ݆�C
����JB��T 9878��1998 ���������C�� �ۉm��ȵĜy��
����3 ɰ݆�C����ҪΣ�U
����3��1 �CеΣ�U
����3��1��1 �J߅����Ǻ�ͻ�����ֵȌ����w�Ă�����
����3��1��2 ɰ݆��Ƭ�w������ĥ������Ƕ�빤���м��cɰ݆֮�g������ɰ݆��Ƭ�w��������Ɍ����w�Ă�����
����3��1��3 �������D�����S�����P��ɰ݆����ɵ�Σ�U��
����3��2 늚�Σ�U
����3��2��1 늄әC�������p�Ķ���ɵ��|�Σ�U��
����3��2��2 ͻȻ��늺��������ӵ�Σ�U��
����3��2��3 ɰ݆�C�^�����ɵ�Σ�U��
����3��3 �����U
���������a�������w������
����3��4 �ۉm���w�R���Σ�U
����ĥ���r���w����ɰ������ĥм��ۉm����Ɍ����w�Ă�����
����3��5 �����������U
����ʹ���߲�������Ҏ�̲�����ɵ�Σ�U��
����4 ��ȫҪ��ʹ�ʩ���ж�
����4��1 һ��Ҫ��
�������a�S����GB 15760��1995��4�µ�Ҫ���aƷ���ܮa����Σ�U�M�з���������ȡ��ʩ�������˜�δҎ��������ȫҪ��r���t�������в��E��ȡ��ʩ��
����a)��ͨ�^�OӋ�M�����ų���pС���Н��ڵ�Σ�U���ء�
����b)�������ų���Σ�U������ȡ��Ҫ�ķ��o��ʩ���O�ð�ȫ���o�b�á�
����c)����ijЩ������o��Σ�U������ʹ���f�������f����߀����Σ�U��λ�����O�þ����־��
����4��2 ɰ݆�ķ��o
����4��2��1 ɰ݆���o�ֵİ�ȫ���oҪ��
����a)���o���_�ڽǶȑ�������90�㣬����ɰ݆���b�Sˮƽ���Ϸ����_�ڽǶȑ�������65��(Ҋ�D1)���돽R����С��Ҏ����ɰ݆���P�돽�������Ҫʹ��ɰ݆���b�Sˮƽ������ɰ݆���ּӹ��r�����o���_�ڽǶȿ�������125�㣬����ɰ݆���b�Sˮƽ����Ϸ������o���_�ڽǶ��ԑ�������65�㡣
����b)���o�ֵĈA�ܷ��o���֑����{���������п��{�o�塣��ɰ݆ĥ�p�r��ɰ݆�ĈA�ܱ����c���o�ֿ��{�o��֮�g�ľ��x(�����c���o���_�ڵ��϶�߅��֮�g�ľ��x)һ�㑪���{����1.6 mm���¡�
����c)ɰ݆���P������cɰ݆���o���_��߅��֮�g���g��һ�㑪������15 mm��
����d)ɰ݆���o�֑����ÈD2����ʽ��ɰ݆���o�ֵIJ��ϑ��x�ÿ������Ȟ�375��460N��mm2��Q235���ஔ�ĉ���䓰����죬���Ȳ������ڱ�1��Ҏ����Ҳ�ɲ����c���l��ȫ���o�����ஔ��������ʽ�Ͳ��ϵ�ɰ݆���o�֡����o�ֶ˲���߅C����С�ڷ��o�ְ��A��
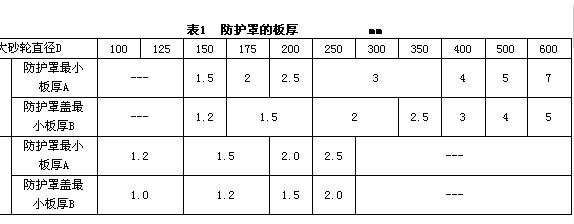
����e)���{�o�呪�x�ÿ������Ȟ�375��460N��mm2��Q 235���ஔ�ĉ���䓰����졣�˕r�����С�ڷ��o�ְ��A�����_ʽɰ݆�C�����ɰ݆�C�İ����С����С��3 mm��
�����o�̿��{�o�����ᔲ�������2�������ֱ����С�ڿ��{�o���ȵ�1.6��(��С��С��M5)�������Ì���ʽ���q�ʽ���{�o��r���䰲�b������S�p��1����
����f)�_ʽ�����ɰ݆�C�ķ��o��һ�㑪�������m�ڡ�
����g)���⣬߀������JB 4029��85��1�µ�Ҫ��
����4��2��2 �����мܵİ�ȫҪ��
����ɰ݆�C������֧�мӹ������мܡ������мܑ��Թ̺������{������ɰ݆ĥ�p�r�������мܑ����{������ʹ�����мܺ�ɰ݆�A�ܱ��������g϶�Կɱ�����2mm�ԃȡ�
����4��2��3 ɰ݆���P�İ�ȫҪ��
����a)����GB 2494��1995��3��2��Ҫ��ɰ݆���Ƀɂ�ֱ����ͬ�Ŀ��P�A�o��ɰ݆���b����һ��ɲ��ÈD3��ʾ�ăɷN�Y����ʽ��
����b)ɰ݆���P���x�ÿ������Ȟ�375��460N��mm2��Q235䓻�����ܝM����ͬ����Ҫ����T�F�����������Ƴɡ�
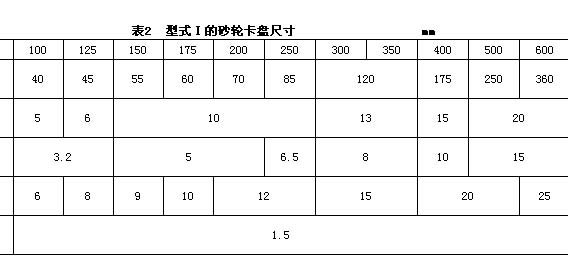
����c)��ʽ���ɰ݆���P(Ҋ�D4)����ߴ瑪����GB 4674��84��2��3��8��Ҏ����ԔҊ��2��
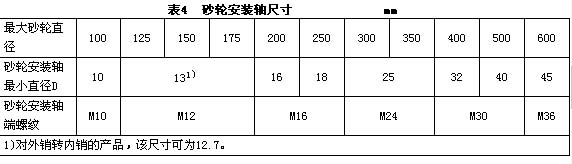
����d)��ʽ���ɰ݆���P(Ҋ�D5)��_�����Σ���ߴ瑪���ϱ�3��Ҏ����

����e)ɰ݆�Ϳ��P֮�g���r�����Բ���(��ʯ�����z���)�Ƴɵ��r�|��������GB 4674��84��3��3��3��Ҏ�������Ȟ�1��1.5 mm���r�|����ɰ݆���P���|��ȫ�����w����ֱ�������ڿ��Pֱ��2mm��
����f)ɰ݆���b�Sֱ�����S���ݼy������GB 4674��84��2��2��1��Ҏ��(Ҋ��4)���S���x�ÿ������Ȳ�С��600 N��mm2����Ƴɡ�
����g)ɰ݆���b�S���ݼy�����cɰ݆���D�����෴��
����ɰ݆�C�\�D�п�����Ó��������������з����b�á�
����ע�����l�з��С���С��Ҫ��ijߴ���鹫�Q�ߴ硣
����4��3 늚�İ�ȫҪ��
����4��3��1 ����
����ɰ݆�C�����@�M�Ĝ����������^��5��Ҏ����
��������ԇ�ėl����ɰ݆�Cʩ���~���l�ʵ��~��늉������~���������\�D30min��ɰ݆�C�Ĝ����y������������ɰ݆�C��GB 9651��Ҏ���M�У�����ɰ݆�C��GB 1032��Ҏ���M�С�

����4��3��2 �^�����
�����^�����ԇ��GB��T 5226��1��1996��20��3��Ҏ���M�С��ڜ���ԇ��ǰ����ֱ��500V�ךWӋ�y���Դ�����Դ�Ӿ������c���ֽӵض�֮�g�Ľ^����裬��ֵ����С��1M����
����4��3��3 �͉�ԇ�
�����͉�ԇ��GB��T 5226��1��1996��20��4��Ҏ���M�С�ԇ��ڜ���ԇ�ͽ^�����ԇ���M�С�ԇ�r�����Դ�����Դ�Ӿ������c���o�ӵض�֮�gʩ��50 Hz�Ľӽ����Ҳ���1 000 V늉�(��Чֵ)���v�rl s���͉�ԇ�r�����l��������
����ԇ�늉�����С�~��ֵ��500VA��׃������늡����m�˽���ԓԇ��Ԫ������ԇ����g���_��
����4��3��4 ���o�ӵ��b��
�������o�ӵ��b�Ñ�����GB��T 5226��1һ1996��5��2��8��2��20��2��Ҏ����
�������o�ӵ��b���B�Ӽ����B���c���OӋ���_�����ܙCе�����W��늻��W�����ö������䌧����������⚤�͌��w�����X�Ļ��X�Ͻ���ϵģ����e���]��g���}��
���������b�����Դ����ɰ݆�C�������C�Դ��һ����늾��̶��b����Ó���r���d���������ڽӵ،��������ࡣ
�����ӵ��b��̎�������������ù̶��Ľӵؘ�ӛ���ⲿ���o�����Ķ��ӑ�ʹ����ĸ��־PE��ָ����
�������ڽӵ�ܛ�������鱣�C��������e���S���G�pɫ�^���~����
�������o�ӵ��·���B�m�ԣ���ͨ�^������Ե͉��Դ��50Hz��60Hz�ĵ�늉�������10A���������10s�r�g����C��ԓԇ��ڱ��o�ӵض�(��PE����)�ͱ��o�ӵ��·�����ĸ���ͬ�c�g�M�С�
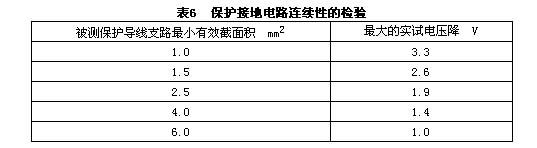
�������o�ӵض˺��yԇ�c�g�Č�ԇ늉����������^��6��Ҏ����ֵ��
����4��3��5 ��������Ҫ��
�������Ď�늲��ֲ�����¶�������������~�|�����Ƴɡ��̶�����������ᔡ���ĸ���������߲��ܲ�ж��
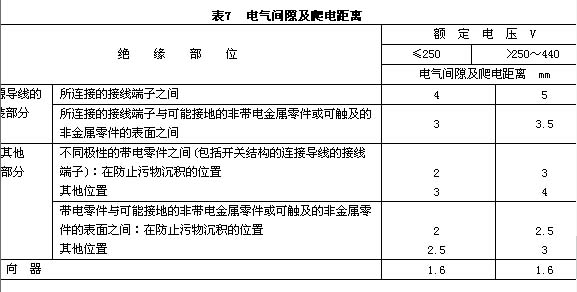
����4��3��6 늚��g϶����늾��x��Ҫ��
��ͬ�O�ԵĎ�����֮�g���������c�ǎ�늽������֮�g���������c�����|���ķǽ����������֮�g��늚��g϶����늾��x����С�ڱ�7��Ҏ����
����4��3��7 ʧ�����o
���������żȻ�Д�����»֏͕r��������GB 15760��Ҏ������ɰ݆�Cһ�㲻���������ӣ���t���O�þ����־����ơ�
����4��3��8 ����Ҫ��
����a)��늾����^��������r��ʹ�ñ��o�r�ס�
���� b)�Դ���c�Ȳ��Ӿ����ӵ��B��̎������ֱ���ܵ��Դ����������
����4��3��9 �Դ�B��
����a)�p���_ʽɰ݆�C���Դ�����Ͳ��^�Ƴ�һ�w���Դ��������GB 5013��2��GB 5023��3��Ҏ�������^�����ܑ�����GB 2099��1��Ҏ����
����b)�_ʽ����غͳ��mɰ݆�C�Դ���M��һ�㑪�b�ýӾ��С����w�ϑ����з���GB��T 5226��1һ1996��18��2Ҏ���ĺ�߅���S�ס���ɫ�W늷�̖�������Θ�־(����GB 2894)��
����4��4 ��
�����ڿ��\�D�l���£�ɰ݆�C�����������^��8��Ҏ�������y��������GB��T 16769��1997��6��2����7�µ�Ҏ����
�������z��rɰ݆����ģ�Mɰ݆���档
����4��5 �ۉm
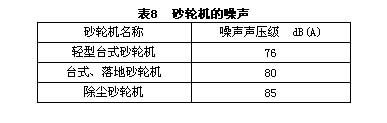
���������m�b�õ�ɰ݆�C�ķۉm��Ȳ������^10mg��m3��ԇ�l�����چζ�ĥ����A��25 mm��45䓣�ƽ��ĥ���������ϱ�9��Ҏ�����ۉm��ȵĜy������������JB��T 9878��Ҏ��������4���ɘ��^ͬ�r��Ҏ��λ���ϲɘӣ��˕r����ȡ��ƽ��ֵ����ԓɰ݆�C�ķۉm���ֵ��

����4��6 ����Ҫ��
����4��6��1 �p���_ʽɰ݆�C�������oĿ�R���oĿ�R���������������{�����̶���
����4��6��2 ɰ݆�C���b�İ�ȫҪ��һ�㑪����GB��T 13384��92��5��1�����A��A1��Ҏ�������b���\�Dʾ�ˑ�����GB 191��90��2�¡�3��2����4�µ�Ҏ����
����4��6��3 ɰ݆�C�������������GB��T 15706��2��1995��3��1��Ҏ�������J߅����ǡ����ٱ�Ƭ����߅��횵��g����߅����߅��
����5 ʹ����Ϣ
����5��1 ɰ݆�C��ʹ����ϢҪ����GB��T 15706��2��1995��5�µ�Ҏ�����䰲ȫ��̖�����ΈD��ɫ�ʑ��քe����GB 2894��1996��4��2��GB��T 3167��93��3��4��GB 2893��82��2�µ�Ҏ����
����5��2 ʹ���f�����ă��ݑ�����GB��T 15706��2��1995��5�º�GB 2494��Ҏ��������Ԕ���f��ɰ݆�C�İ�ȫ���ܡ���ȫע������Լ�������������ɰ݆���Q���S�o���B�İ�ȫҪ��ȷ���ă��ݡ�
��������߀���o�������f����
����a)�����ߑ����Ϸ��o���R��
����b)����ʹ�Óp�ĵĻ��g��ɰ݆��
����c)�������{�����o�ֵĿ��{�o�壬�Ա��a��ɰ݆��ĥ�p��ʹ���{�o���ɰ݆�g�ľ��x������1��6 mm��
����d)���S�r�{�������м����a��ɰ݆��ĥ�p��ʹ�����мܺ�ɰ݆�g�ľ��x������2 mm��
����e)200mm�����ϵ�ɰ݆�����������ɰ݆��A�pС��Ӻ����ʹ�á�
����5��3 ��ӛ
����ÿ�_ɰ݆�C�aƷ�Ę�ӛһ�㑪�������Ѓ��ݣ�
����a)����S����
���� b)��ȫ��־(ʾ��Ҋ�D6��ʾ�Ԙ�־)��
���������aƷ���a�Č��H��r���D6��ʾ��־�������p��
����c)ϵ�И�ӛ(MDQ32��MQ32��MD32��M32��M30��M33��)��
����d)�~������(����늉����l�ʡ����ʡ������Ƶ�)��
����e)ɰ݆�C��Ƒ������x��ɰ݆������ٶȣ�
����f)��ɰ݆�C�����@λ���ϑ�����ɰ݆�����D����������ݵļ��^�����������;ó̶������ஔ���k��������
����6 �z�Ҏ�t
����6��1 �aƷ�OӋ��һ�����a���͕r���ش���M�������˜�Ҏ���������Ŀ����M�Йz�_���Ƿ����Ҫ��
����6��2 �aƷ�������a�ij��S�z��z�茦4��3��2��4��3��3��4��3��7��4��3��9��4��6���Ŀ�M�Йz
����6��3 �aƷ�ij���Ŀ��6��2Ҏ�����Ŀ�⣬������4��2��4��3��1��4��3��4��4��4��5���Ŀ�ęz
����7 ؟��
����7��1 ����S����ÿ�_ɰ݆�C�ṩʹ���f�������f�����Б��а�ȫҪ����ă��ݡ�
����7��2 ����S�������ṩ��ɰ݆�C�İ�ȫؓ؟��
����7��3 �Ñ��Լ����ӵ��b�õİ�ȫؓ؟�����Լ����Q�����������ԭɰ݆�C�������Σ�U���ؓ؟��
����7��4 �Ñ�δ��ʹ���f�������b��ʹ�ú;S�oɰ݆�C����ɵ�Σ�Uؓ؟��