- �I(y��)�l(w��i)�� > �I(y��)�������� > ����
- ����
�廡�������w��Σ��
1 ���ӻ�����w�R.
����1.2 ���ӷۉm�����w
����1.3 ���������|(zh��)���l늴ň�
����1.42.1 늻�ݗ��ķ��o��ʩ
����2.2 ���ӟ��m���к����w�ķ��o
����2.3�����Է��o��ʩ
����2.4 �����o��ʩ
����늺������ֹ�늻������ˣ��ں������I(y��)�Е����ɱ���Įa(ch��n)�����N�к����أ���늻�ݗ�䡢���ٺͷǽ��ٷۉm���ж����w�����w�R�����ȡ��S���ӷ���������Ҏ(gu��)��������ĸ�ĺͺ��Ӳ����Լ������ߵ��쾚�̶Ȳ�ͬ�r�������к����ؕ������ӹ�����ɻ���С�Ă�������˱�회����ӹ����M�б�Ҫ�ĵ�λ�ı��o���_������ʩ���ˆT�����w���������C�������a(ch��n)��Ҫ�����Äڄӱ��o����Ҫ�����N��߀���،����w������Σ����Ȼ�����ո��N�ڱ���Ʒ��ʹ�Ø�(bi��o)��(zh��n)��ʹ��Ҏ(gu��)�������Ҫ�ں���ʩ���Џص�؞�غ͌�ʩ�ڄӱ��o��ȡ���I(y��)Σ��������͡�
����1늻����е��к�����
����1.1 ���ӻ�����w�R
����1.1.1����Įa(ch��n)����Σ��
����늻���ͨ�^�ߜ�ʹ�����ڻ��Ķ����F(xi��n)���ӣ�늻��ضȿ��_3000�����ϣ��ڴ˸ߜ����a(ch��n)�����ҵĻ��⣬��Ҫ�����t�⾀�����⾀���Ϳ�Ҋ�⾀������ݗ�䵽���w���w��(n��i)�M�����գ�����M���ğ����ã���ʹ���w�M���l(f��)�����Ի��Եēp��Ӱ��j�U���Ժ������w������
����Ƥ�w�ܵ�늻��⏊�����⾀���Õr��������Ƥ�ף��ʏ����Լt�ߣ��Еr���F(xi��n)Сˮ�����B��Һ���[���П��Ƹв��l(f��)�W��늻������⾀���Ç�(y��n)�ؕr��߀�����^�衢ƣ�ڡ��l(f��)����ʧ�ߵȰY��늻������⾀�^������������۾��ļ��Խ�Ĥ�ס��Y(ji��)Ĥ�ף������늹������ף��L�������⾀���������ˮ���w��(n��i)���ۼ���
�������l늻������Ԯa(ch��n)��ȫ�����L�ļt�⾀��760��1500nm�����t�⾀���LԽ�̣����C�w�a(ch��n)��Σ������Խ�����L���t�⾀�ɱ�Ƥ�w�������գ�ʹ�ˮa(ch��n)����ĸ��X���a(ch��n)���Ɵᡣ�۾��L�r���̲ܶ��t�⾀������ɮa(ch��n)���t��׃�(n��i)�Ϻ�ҕ�W(w��ng)Ĥ�Ƃ���
��������늻��Ŀ�Ҋ�����ȱ�����ͨ���ܳ��ܵĹ�ȼs��10000������������۾���ʹ��������|�����@�N�F(xi��n)���늺������ۡ��������^���б���厧�����oĿ�R�������dz��W(xu��)��һ���۰��ղ���Ҏ(gu��)���M�к��ӣ������oĿ�R���������֣��мɡ�͵������
����1.1.2�w�R�Įa(ch��n)����Σ��
�������������ĺ��ӻ��⣬�����^���У����ں��Ӳ��ϵIJ���(w��n)��ȼ�����N���W(xu��)����(y��ng)���M�Е��a(ch��n)�������ٵ��w�R���c�����IJ���ˮƽ���ӷ��������Ӆ���(sh��)�ķ�(w��n)���̶����P(gu��n)�����@�N�ߜ��w�R����Ҫ��һЩ�ضȺܸߵ�ʩ�AޢȾ�l(f��)�������������w���w�R�����������(d��ng)�O�נC��ʩ���ˆT�����R��ʩ�����ۃ�(n��i)�������w�R߀�������l(f��)���(z��i)�������w�R��ضȺܸߣ��M���۾����ճ�N�������χ�(y��n)��?f��)p��ҕ�W(w��ng)Ĥ���������M�������r�w�R�O���(y��n)�ء���ˣ����Ӳ������ں����^�̱�횴����ڱ���Ʒ������Ҫ����ȼ�ױ���Ʒ������ָ����ȫλ�ã�����l(f��)�����⡣
����1.2.1 ���ӷۉm
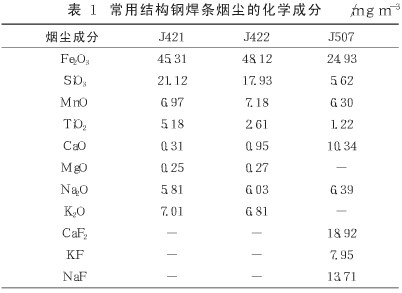
�������ӟ��m���ɽ��ټ��ǽ������|(zh��)���^��l���®a(ch��n)�������⽛(j��ng)�������������γɵġ����늺����m�Ļ��W(xu��)�ɷ֣�ȡ�Q�ں��Ӳ��ϣ����z�����l�������ȣ��ͱ����Ӳ��ϳɷּ������l(f��)���y�ס���ͬ�ɷֵĺ��Ӳ��Ϻͱ����Ӳ��ϣ���ʩ���r���a(ch��n)����ͬ�ɷֵĺ��ӟ��m(Ҋ��1-1)��
�������Ӳ����еĽ��ٷۉm�������ͷۉm�����l��ĸ�Ľ������ڕr���a(ch��n)���������ڿ���Ѹ����s�������γɵğ�������w��ֱ������С��0.1��m��ֱ��0.1�D10��m�����Q��ۉm��Ư���ڿ՚��еķۉm�͟��������y(t��ng)�Q������z�����l늻����Ľ��ٟ��m߀��Դ�ں��lˎƤ�����l(f��)��������
�������P(gu��n)�F(xi��n)���{(di��o)��Ĝy���Y(ji��)���������ڛ]�оֲ����L(f��ng)�b�õ���r�£������|(zh��)��õ��֙C��(n��i)ʹ�ÉA�Ժ��l��ֻ���Q���ӕr���՚��П��m��ȿ��_96.6��246 mg/m3������E4303��J422�����l�ڲ����Ĺރ�(n��i)�M�к��ӕr���՚��П��m��Ȟ�186.5��286mg/m3,����E5015(J507)���l�r��226.4��41208 mg/m3�����ϔ�(sh��)���f�����A�Ժ��l�����Ժ��l��ͨ�L(f��ng)�����Ĺޡ�œ��(n��i)��һ��S����(n��i)�՚��к��ӷۉm�ĝ�������@�����ߣ������h(yu��n)�h(yu��n)���ڇ���Ҏ(gu��)��܇�g�՚��к��ӟ��m������S���6 mg/m3�Ę�(bi��o)��(zh��n)��
�������ٟ��m��늻�����һ�N��Ҫ�к����أ������Ǻ��l늻��������ӟ��m�ɷ֏�(f��)�s����Ҫ���F���衢�i���������Ҋ�A�Ժ��l߀���}��⛡��c�ķ����������Ҫ�������i�������MnoO�������ӟ��m����ɺ����m�ε�ֱ��ԭ�����m�ζ��ڽ��|���ӟ��m10�꣬�е��L�_15��20�����ϰl(f��)������Y����̡����ԡ��ؐ�������ʹ�ȣ���ͨ�^X���\�ࡣ
�����i�ж�Ҳ�ɺ��ӟ��m�����i�Ļ�������i�mͨ�^���������������������w��늺����i�ж��l(f��)����ʹ�ø��i���l�Լ����i䓵ĺ����У��l(f��)�����ڽ��|2��5���Ժ��������L�_20�����u�l(f��)�����i���仯������Ҫ������ĩ����(j��ng)���И���(j��ng)ϵ�y(t��ng)���ж��Mһ���l(f��)չ�����F(xi��n)���D(zhu��n)������Խ���¶����y��������·���ғu�[��ǰ�_�������r���ͣ�ȡ�
�������⣬���ӟ��m߀�韟�����w��Σ���������ٟᣬ����Ҫ�Y���ǹ�����l(f��)��������(zh��n)���ڃ�(n��i)����ζ�����ġ�ʳ������ȡ����(j��ng)�l(f��)����Y��p�p��һ�������]�ޡ���œ��(n��i)ʹ�ÉA�Ժ��l�����������ٟᡣ
����1.2.2����w
�������ӕr����늻��ߜغ͏��ҵ����⾀�������ڻ��^(q��)�܇��γɶ�N�к����w��������Ҫ�У�������һ����̼����������ͷ�����ȡ�
�����������������⾀�՚⣬�l(f��)���⻯�W(xu��)���ö��a(ch��n)���ġ������a(ch��n)���ھ��x늻��s1m�h(yu��n)̎��������ȳ��^���Sֵ�r������������ԡ��ؐ����������^����ȫ����ʹ�ȣ���(y��n)�ؕr������֧����ס�
�����������������ں��Ӹߜ�����ʹ�՚��еĵ����������������ɡ�늺��к����w�еĵ���������Ҫ�������̼��һ��������һ����������(w��n)�����������^�m(x��)������������������������̼��Ԛ��w�����������ҿ��ԡ��������y��ȫ��o���ȡ�
���������^���Юa(ch��n)��һ����̼��;����Ҫ�����ɷN��һ�N�Ƕ�����̼�c�ۻ��˵Ľ���Ԫ�ذl(f��)������(y��ng)���ɣ��������ڶ�����̼�ڸߜ������·ֽ���a(ch��n)����һ����̼��(j��ng)�������ɷ����M��ѪҺ�cѪ�t���Y(ji��)�ϳ�̼��Ѫ�t���ף�ʹ���wȱ�������һ����̼��ú�⣩�ж���
����������Įa(ch��n)�����W�R��Ⱦ�l(f��)˪Ҫ�����ډA�Ժ��lˎƤ�к��е�Ξʯ��CaF2����늻��ߜ��·ֽ��γɡ�������O������ˮ���γɚ���ᣬ�����^���ĸ��g�ԡ������^�ߝ�ȵķ����䣬���Ҵ̼��Ϻ�������߀���������۽Y(ji��)Ĥ�����Լ����Ĥ����ǻ������֧����Ĥ�ĝ�������(y��n)�ؕr�ɰl(f��)��֧����ɷ��ȡ�
����1.3 ���������|(zh��)���l늴ň�
����1.3.1���������|(zh��)
�����廡���͵��x�ӻ������и�ʹ���Q�u�O���е������Q�|(zh��)����?j��n)?sh��)��1��2.5����Ȼ�ķ��������|(zh��)�����Č��H�z�y�Y(ji��)�������J(r��n)�飬���ӡ��и�r�a(ch��n)���ķ����Ԅ��������������в�������ɓp�������Q�u�Oĥ��r�����Ԅ������^�l(w��i)����(bi��o)��(zh��n)����������Q�u�O��(y��ng)��ȡ����(y��ng)�ķ��o��ʩ��
�������w�L�r�g�ܷ��侀���䣬����������|(zh��)�M�벢�e�����w��(n��i)���t������И���(j��ng)ϵ�y(t��ng)����Ѫ���ٺ�����ϵ�y(t��ng)�ļ�����
����1.3.2���l늴ň�
�������ۻ��O�廡���͵��x�ӻ����ӡ��и�ȣ����ø��l��ʎ�������l(f��)���������������˲�g��2��3�룩�и��l늴ň����ڡ���(j��ng)�ƶ�늈������^�ߣ����^���l(w��i)����(bi��o)��(zh��n)��20v/m����
����늺���ʎ�����a(ch��n)���ĸ��l늴ň����������^�����^ʹ��ƣ���o����ӛ�����p�ˡ��ļ¡��ؐ������ݵȰY����⣬�ڲ�ͣ늸��Q���l�r�����l늴�Ⱦ�l(f��)�a(ch��n)Ʒ�ķN�È���ʹ�����a(ch��n)��һ������늸��X���@�ڸ�̎���I(y��)�r�Ǻ�Σ�U�ġ�
����1.4���c����Ⱦ
����1.4.1 ��
�����ڵ��x�ӻ�������(n��i)�����ښ����ĉ����������Ӻ�Ħ�������ć����ڡ����ه���������a(ch��n)���������ď����c�������w�ķN������ٶȡ��������O(sh��)Ӌ�Լ���ˇ�����������P(gu��n)ϵ�����x�ӻ���Ϳ�r�������_123db,���ù��ʣ�30kw�����x�ӻ��и�r��111.3db�����ʣ�150kw�����x�ӻ��и�r���_118.3db�������z�y�Y(ji��)�������^���l(w��i)����(bi��o)��(zh��n)90db��
���������И���(j��ng)��ѪҺѭ�h(hu��n)ϵ�y(t��ng)����Ӱ�������Ѫ�����ߡ������^�졢����͟���ȡ��L�������h(hu��n)���¹�����߀������ �X�ϵK��
����1.4.2����Ⱦ
�����A(y��)�Ẹ�Ӽ����������ܵ�����œ�����]���g���ӕr����(y��ng)��ȡ���з����ʩ��ͨ�L(f��ng)������������L(f��ng)���ֵȷ��o��Ʒ��
����2 �����^�̵Ąڄӱ��o
����2.1 늻�ݗ��ķ��o��ʩ
���������^���б�횱��o�������۾���Ƥ�w���ܻ���ݗ�����á�����o��ʩ���£�
������1��늺����M�к������I(y��)�r��(y��ng)���ՄڄӲ��T�C�l(f��)�����P(gu��n)Ҏ(gu��)��ʹ�Äڱ���Ʒ����������Ҫ��Ĺ�������Ьñ�����ȣ��Է�늻�ݗ����w�R�C���������ù�������Ҫ���и�������ε����ã��Ա��o���w���ܟ�ݗ�䡢����ݗ����w�R�C����Σ��������(x��)��Ⱦɫ�����õ��а������������XĤ���o����늺�����������ţ�q�����i�q���������һ���C�����õĽ^�����͟��ȼ�ԡ�����Ьһ������z��ëƤЬ�������Ƶĺ�����ȫЬ������ȼ�������ܣ��^���������ڸɷ��͝yԇ��ͨ�^7.5kv����2min�Ľ^��ԇЬ���͟�200�汣��15min��
������2��늺����M�к������I(y��)�r�����ʹ���������ʽ�V���RƬ�����֡��V���RƬ��(y��ng)����(j��)����������ȣ����ò�����̖��10��11��12�ڶ��������߷քeʹ����100A���¡�100��350A��350A���ϵĺ���ʹ�á�ʹ�õ��ֳ�ʽ���^��ʽ���o���֑�(y��ng)�p�㡢����ȼ������(d��o)늡�����(d��o)�ᡢ��©�⡣Ŀǰ�Ѳ����oĿ�R�Ɇ��]��MS�����֣� MS���ֳ�ʽ�ֳ�ʽ�����oĿ�R���]���o���ֱ��ϡ��^��ʽ�����oĿ�R���]�O(sh��)����늺��Q�^���ֱ��ϡ������������r���������_���֣�늺����������㣬�ɵõ����õķ��o��
������3���鱣�o���ӹ������������ˆT���۾���һ����С�����ӵĹ̶��������b���o�������o������ʯ�ް塢�����w�S����F��Ȳ���ȼ���İ�ģ���Ϳ�ϻ�ɫ���ɫ�����s1.8m��������摪(y��ng)��250��300mm���g϶���Թ���ͨ�՚⡣�ڹ����Ϻ��ӕr��늺����������r��(y��ng)�����܇��ˆTע����_���⣬���⻡ָ�ײ�Ⱦ�l(f��)����ۡ�
������4����ҹ�g�����r�����ӬF(xi��n)����(y��ng)�����õ���������t���ڹ⾀���ȷ���(f��)����׃�������������۾�ƣ�ڡ�
������5��һ?����?�J�T�ш�ף?ɵ�ҽԺ��r��?�����s���·������ƣ��ӑ?��ƣ������̻�ţ��ÿ�?1��2min���۾���һ�Σ��B�m(x��)4��5�ξͿ�ֹ�I��������w�������S�ϻ�����Ƭ�w�����ϣ��]Ŀ��Ϣ20min���ɜp�p�Y���ˮ�����۾������ˮ��(n��i)�����_�״Σ�������ˮ����ë���������۾��ϣ�8��10min�Qһ�Σ��ڶ̕r�g��(n��i)��������
����2.2 ���ӟ��m���к����w�ķ��o
����2.2.1 ����ͨ�L(f��ng)���m
���������ӟ��m���ж����w���o����Ҫ��ʩ�Ǻ���ͨ�L(f��ng)�ͳ��m����܇�g��(n��i)���҃�(n��i)�����w��(n��i)����œ��(n��i)�����N�Y(ji��)��(g��u)���]���g��(n��i)�M�еĺ��ӣ�����(y��ng)�����m�˵�ͨ�L(f��ng)���m�b�á�
��������ͨ�L(f��ng)���m���ş���ʽ��Ҫ��ȫ��ͨ�L(f��ng)�Q�⡢�ֲ����L(f��ng)��С��늺��ş��C�M�ȡ�
����ȫ��Cеͨ�L(f��ng)��ͨ�^�ܵ����L(f��ng)�C�șCеͨ�L(f��ng)ϵ�y(t��ng)�M��ȫ܇�gͨ�L(f��ng)�Q�⡣�O(sh��)Ӌ�r��(y��ng)��ÿ������ͨ�L(f��ng)����С��57 m3/min�����]����(d��ng)�������I(y��)�҃�(n��i)���߶�С��3.5��4m��ÿ�������������gС��200 m3�r���Լ������g���ҡ�œ����(n��i)���Y(ji��)��(g��u)Ӱ푿՚����ӣ��Һ������I(y��)�c���ӟ��m��ȳ��^6mg/m3���ж����w��ȳ��^Ҏ(gu��)���r������0.13��0.26 mg/m3��һ����̼4.2��15 mg/m3�������������16.75��51.2 mg/m3����(y��ng)��ȡȫ��̰l(f��)Ⱦʲô�ɫ�ÿ�ͨ�L(f��ng)��
������܇�g��(c��)���ϰ��b�Q����ͨ�L(f��ng)��ʽЧ�����ѣ���(y��ng)���������ş�����ʽͨ�L(f��ng)��ʽ��
�����ֲ�ͨ�L(f��ng)��ʩ�У��ş��֡��p��С���L(f��ng)�C�����s�՚����������ş����m�C�M�ȡ�늺��ş����m�C�nj������֡�ܛ�ܡ��L(f��ng)�C�������b�ü�����Ԫ���M�b��һ�������Ƅӵ����w�ş����m�b�ã����m��(y��ng)늺������I(y��)�c��ɢ���Ƅӷ���������c��������������˹��MС���gʹ�õ�����ʽС���p��C�M��������(sh��)��λʹ�õ����L(f��ng)���^����Ƅ�ʽ�C�M����܇�g���c�Ғ�ʹ�õęC�M������늴��F��������������]���g��(n��i)�ƄӼ��Ғ�ęC�M������ĥ�����õ�ϴ�mʽ��ĥ�C�M�ȡ�
�������þֲ�ͨ�L(f��ng)��С��ͨ�L(f��ng)�C�M�ȓQ�ⷽʽ�����ş��ֿ��L(f��ng)�����L(f��ng)�ّ�(y��ng)����(j��)�L(f��ng)�����������I(y��)�c�Ŀ��ƾ��x�������L(f��ng)��Ӌ�㡣�ֿڵĿ����L(f��ng)�ّ�(y��ng)����0.5m/s����ʹ�ֿڱM���ܽӽ����I(y��)�c��ʹ�ù̶��ֿڕr�����L(f��ng)�ٲ�С��1��2m/s���ֿڵ���ʽ��(y��ng)�Y(ji��)�Ϻ������I(y��)�c�����c�x�á������³��L(f��ng)ʽ�����_����(y��ng)ʹ�����_�ϾW(w��ng)��Y���ϵij��L(f��ng)������ֲ��������ֳ��L(f��ng)��ÿƽ���״���3600 m3/h��
����2.2.2���˷��o��Ʒ
������(d��ng)����ͨ�L(f��ng)���m��ʩ������m��Ƚ����l(w��i)����(bi��o)��(zh��n)���»�o���W�R��Ⱦ�l(f��)ɫ�����þֲ�ͨ�L(f��ng)��ʩ�r����(y��ng)�������L(f��ng)���������,���x�Ӈ�Ϳ��Ҳ�����_ʼ�÷��m���ֺͷ�����ߣ����^�V�ۉm�еĽ��������P�ж����w��
����2.3�����Է��o��ʩ
�����������I(y��)������Ҫ��Դ���x�Ӻ������x�ӻ���Ϳ�����D(zhu��n)ʽ늻����C���L(f��ng)�P�P߅���N��䓰�ȡ�����o��ʩ�����Ǹ��x��Դ���猢���x�ӻ������䇊Ϳ���x�ڌ��T�Ĺ����҃�(n��i)�����������D(zhu��n)ʽ늻����C����܇�g����,3pYm�u�Ȱ˵������^��(1) ������Ǹ��M��ˇ�����óCֱ�C�����Ó��C����������������������ֵȂ��˷��o��Ʒ�����õĶ���һ����ܛ���ϻ�ܛ���z�Ƴɣ����ֵ��15��25db�����������^2g��
����2.4 �����o��ʩ
���������o�����Ǹ��xԴ�猢��ĥ�����cʩ��܇�g���_һ�����x������Ǹ��M��ˇ����Cֱ�C�����Ó�У����������������������ֵȂ��˷��o��Ʒ�����õĶ���һ����ܛ���z�Ƴɣ����ֵ��15��25db�����������^2g��
�����Y(ji��)Փ
�������麸�Ӳ��������ӬF(xi��n)���ˆTҪ�˽⺸���^���е��к��������w��Σ�������Մڱ���Ʒ���O(sh��)������_ʹ�÷��������C��ȫ���a(ch��n)��
��һƪ��늺����m���I(y��)Σ�������o
��һƪ���I(y��)Σ�����ؿ��ƾ��w��ʩ