- �I�l�� > �I�l���u�r > ����
- ����
�T�칤ˇ�c�I��Σ�������R�e
����һ. �T��
��һ���T�������ˇ��Ҋ�D1.
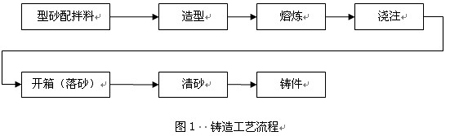
�T����ɰ����ɰ��Ʒ�N�ܶ࣬���õ���ʯӢɰ���Sɰ����Ξ��Lʯ�Լ���������ĸ���F�����������͉A����������ȡ�
�������I���������R�e
��1. �T�����a������ڵ���Ҫ�I��Σ������
|
���a����
|
�I�������� |
|
����� |
���m |
|
���� |
���m �� ��� |
|
ɰ���cɰо�ĺ�� |
�ߜ�.��ݗ�� ��ú��ú����ȼ�ϕ��a��һ����̼.������̼.��������͵���������ø��l�Б��t�����t�ӟ�r�t�����ڸ��l늴ň�����ݗ�� |
|
�۟� |
�ߜ�,��ݗ�� ,һ����̼,������̼ ���ٟ��F�������䣨��Ξʯ�r�� |
|
��ע |
�ߜء���ݗ�䡢���������P�ۉm |
|
�_�� |
���m �� ��� |
|
��ɰ |
���m �� ��� |
�������N�طN�T�칤ˇ
1.�����T�죬�nj�Һ�B������һ�������¿���ע���T�ͣ����ډ�������s���̫@���T���ķ���������ˇ������D2

2.�x���T�죬�nj�Һ�B���ٝ������D���T���У����x�������³��ͣ����̵��T�췽����������ˇ����Ҋ�D3
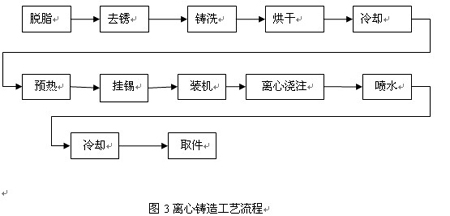
���T����Ҫ�������a�������D�w������T�ܡ��~�ס��p�����A�|�S�еȡ�
3.��ģ�T�죬����ه�����Ե�ģ�������w�͚���һ��������Ϟģ����Ϟģ��������Ϟ�Ɲ�עϵ�y�ϣ����õ�Ϟģ�M��Ȼ���Ϟģ�M������ˮ������ʯӢ�����Ƶ�Ϳ���У�Ӳ���Y�������ܻ�Ϟģ�������͚����γ��T����ǻ�����ų��͚��К����]�l�����͚����ȣ�߀�茢�����850-950�z�϶ȵĠt�ȱ����������õ��͚������F���У��܇����Ը�ɰ���Ƴ�ɰ�䣬Ȼ���M�Н�ע����ģ�T�칤ˇ����Ҋ�D4
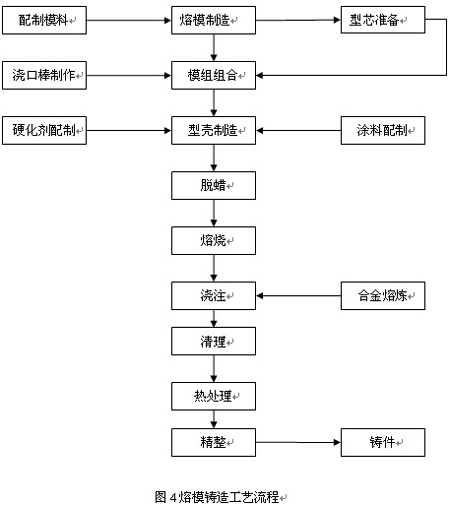
��ģ�T����Ҫ�����������c�ߣ��Π���s���y�Լӹ���С��̼䓺ͺϽ���T����
4.�I��Σ�������R�e���طN�T�칤ˇ���ڵ���Ҫ�I��Σ�����ػ���ͬ�����T�칤ˇ�����⣬����ģ�T���^����߀�������㡢ʯϞ���ЙC��ߜ������ֽ�a�����к����w���������̼��һ����̼������ȡ�
��һƪ���I��Σ���u�r
��һƪ��呉���ˇ�c�I��Σ�������R�e