- �I�l�� > �I�l���u�r > ����
- ����
оƬ���b�yԇ��I��܇���I��Σ�����ؙz�y�c�u�r
�����S�����W������������Ϣ���������d��ͨ���O�䡢�W�j�O��͂���Ӌ��C���������c�վ��������M�˼����·�Ј��ĔU������оƬ���b�yԇ�ٸ��¼��g�����a�h�������ǝ����������g�����������I��Σ���J�R���ޣ�������ҕ���I��Σ����ͨ�^����ҏ���оƬ���b�yԇ��I���{�������оƬ���b�yԇ�^���д��ڵ��I��Σ�������^�࣬��Ҫ�зۉm���������ء����W���к����ء������������ذ������������⡢�t�⾀�����⾀���������l��x�侀�����W���к����طN��࣬����ϴ���g�̡����e�����b�yԇ���價����д���ʹ�ã�ͬ�r߀ʹ�ô��ښ��w��������w�����W���|�������Ꮚ�A����������⡢�Ț⡢�U���i�ȡ����б����롶�߶���ƷĿ䛡��Ļ��W���|�������_10��N���īI���������ͬ����a��I����Nԭ�����ˆT�����¼��r�аl�����������I���I��Σ����������ҕ�������������I��Σ���ИI�{��Y����Ӌ��C�ĘI�ˆT�ѳɞ��Σ�I��Σ����Ⱥ���������О�6���I��Σ�������c�ИI֮һ���F��1��оƬ���b�yԇ��I�價�ˇ�е��I�l���F���u�r������¡�
����1�����c����
����1��1����ijоƬ���b�yԇ��I��܇�g��
����1��2�F���{�顡���ݰ����價�ˇ���̡����a�O�䡢ԭ�o���ϡ��I�l�����o��ʩ�����a��ʽ��
����1��3�z�y������������GBJ122��88�����I��I���y��Ҏ�����z�y�����W����ɘӺ͙z�y�քe����GBZ159��2004�����������՚����к����|�O�y�IJɘ�Ҏ������GBZ��T160��2004�����������՚��ж����|�y������Ҫ���M�С�
����1��3�u�r��������GBZ1��2002(���I��I�OӋ�l���˜ʡ���GBZ2��2002(T�������к������I���|��ֵ���M�С�
����2�Y��
����2��1������r��ԓ�S��܇�g�O����2�l���a�����僲۞�����]ʽ�����|�z��λ����܇�g���Ͻǣ��ָ��O�á������軯�WˎƷ���˹����ӡ����ˌ���3��2�\�D��ÿ���12h��ÿ��40h�����ơ�
����2��2�價�ˇ������Ҋ�D1��
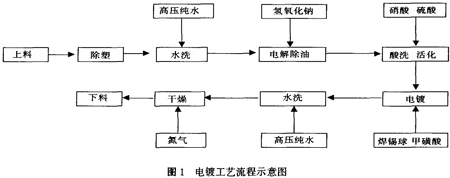
����2��3ԭ�o���ϡ�оƬ�����a��(���a80�����U20��)��HNO3(65��)��HiSO4������(20����50��)��NaOH�����⡢��ˮ��
����2��4���o��ʩ����܇�g�O����1���������Lϵ�y(�����a���c���|�z�ҹ���)��ϵ�y��Ҫ�������������L�C�������b�á�NaOH����Һ���o�b�á����L�ܽM�ɡ���������˹����������ס����֡�
����2��5�I��Σ�����ؙz�y�Y��
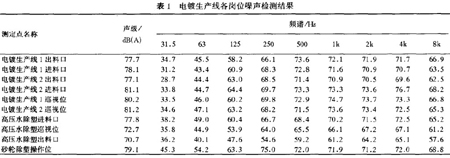
����2��5��1�����a������λ���z�y�Y���������a��������λ��Ѳҕλ������ֵ��70��7��81��2dB(A)�����е��l���B������܇�g���������|�r�gÿ��11h��ÿ��40h���������a��2��Ѳҕλ����������ߞ�81��2dB(A)����ÿ����|�r�g11hӋ�㣬��Ч�B�mA����81��4dB������LD80��1995(�����I�ּ����˜ʣ����˽��|�����I��0����ȫ���I��(��1)��
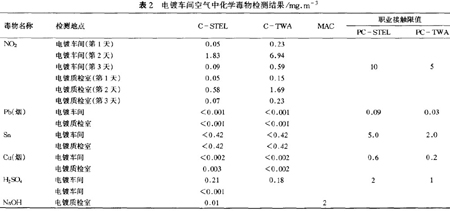
����2��5��2��܇�g�՚��л��W����z�y�Y������܇���՚���Pb��Sn��Cu��H2SO4��NaOH���|����ȷ���GBZ2��2002�Ľ��|��ֵҪ��2��ęz�y�Y������܇�g�՚���NO2��C��STEL��C��TwA�քe��1��83mg��m0��6��94mg��m3�����|�z�Ҟ�0��58mg��m3��1��69mg��m3�����@�ȵ�1��͵�3��z�y�Y���ߡ�ԭ�����ڵ�2�����a�r����܇�g�c���|�z�ҹ��õ��������Lϵ�y���L�C���ϡ��������a��r�£���܇�g�՚���NO2��C��STEL��C��TwA���քe��0��09mg��m3��0��59mg��m3�����|�z�ҿ՚��е�NO2��C��STEL��C��TWA����0��07mg��m3��0��23mg��m3��������GBZ2��2002����ֵҪ�����ж����I�ּ������͵�2��ęz�y�Y������2���價���ķּ�ָ����2��4����һ���p��Σ�����I�����|�z�ҷּ�ָ��<0����0����ȫ���I��(��2)��
����3ӑՓ
�����������a��r�£�ԓ��I��܇�g���|�����I�鰲ȫ���I����܇�g�����|�z�ҽ��|���W����(Pb��Cu��Sn��NO2��H2SO4��NaOH)���I�鰲ȫ���I����܇�g���I�ˆT���|�߶����wN()�����¹ʠ�B�´��ڼ����ж��L�U����ֻҪ���Ʒ��o��ʩ���ӏ�Σ�U���WƷ�Ĺ����͑�����Ԯ����Ч���ƻ⼱���ж��L�U����ˣ����M�����ü��a�僴������U�僣������a�����]�������W��ˎ���Ãx�����ƣ���܇�g���O��ᘌ�NO2���w�����F�ęz�y�����b�ò��c�¹ʳ��L�b���B�i����܇�g���O�ò���ˮ��ˮ�O�䡢ˮ���_ϴ�b�á��¹���ԡ��ϴ���������a�ˆT����^�Vʽ�������ֻ���ߡ�
����4�����īI���ԣ�
��һƪ���I��Σ���u�r������