���Ӱ�ȫ���a�c�ڄӱ��o
����1��ԇ���������I�еğ��m�l�m������������S��ȡ�
�������N���������ğ��m�l�m����Ҋ��1��
|
�� �� �� �� |
ʩ���rÿ��犵İl�m����mg/min�� |
ÿǧ�˺��Ӳ��ϵİl�m����g/kg�� | |
|
�ֻ��� |
�͚��ͺ��l��E5015,��4�� |
350��450 |
11��16 |
|
��}�ͺ��l��E4303,��4�� |
200��280 |
6��8 | |
|
�Ա��o�� |
ˎо���z����3.2�� |
2000��3500 |
20��25 |
|
���w���o CO2�� |
ˎо���z����1.6�� |
450��650 |
5��8 |
|
ˎо���z����1.6�� |
700��900 |
7��10 | |
|
�廡�� |
����z����1.6�� |
100��200 |
2��5 |
|
�� |
����z����5�� |
10��40 |
0.1��0.3 |
������1 ���N���������ğ��m�l�m��
�����������Ҙ˜ʡ�܇�g�՚���늺����m�l���˜ʡ���Ҏ����늺����m��������S��Ȟ�6mg/m3��
����2��ԇ���^���Ժ��l�͉A�Ժ��lʩ���r���m�Ļ��W�ɷ֡�
�������Ժ��l�͉A�Ժ��l����ˎƤ�ĽM���ﲻͬ��ʩ���r���ɵğ��m�л��W�ɷ�Ҳ��һ�ӣ�Ҋ��2��
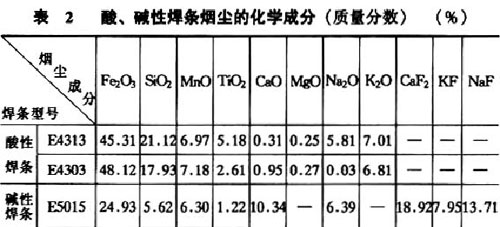
�����ɱ�2��֪�����Ժ��lʩ���r���m�е��ж��ɷ���Ҫ���i������A�Ժ��lʩ���r���m�е��ж��ɷֳ��i�����⣬߀�ж����^��ķ������ˌ����������wӰ푸���
����3��ԇ�����õĺ���ͨ�L���m�b�á�
�����������I�r�����y�p�ٟ��m���������������Ҫ��ͨ�^�ӏ�ͨ�L���m�����͟��m�ͺ����к����w�����w��Σ����
������1��ȫ��ͨ�L ����ȫ����Ȼͨ�L��ȫ��Cеͨ�L�ɷN��ȫ����Ȼͨ�Lͨ�^܇�g�ȴ����촰�M��ͨ�L�Q�⡣ȫ��Cеͨ�L�tͨ�^�ܵ����L�C�ȽM�ɵ�ͨ�Lϵ�y�M��ȫ܇�g��ͨ�L�Q�⣬ͨ�����ϳ��ş����³��ş��͙M���ş����N��ʽ��Ҫ����ͨ�L����С��57m3/min��
������2���ֲ�ͨ�L ͨ�^�ֲ����L�ķ�ʽ�������ӟ��m���к����w��һ�l���r���ͱ����L�ֿ���Ч�����ߣ���������L��С��Ҳ����Ⱦ�܇��h����
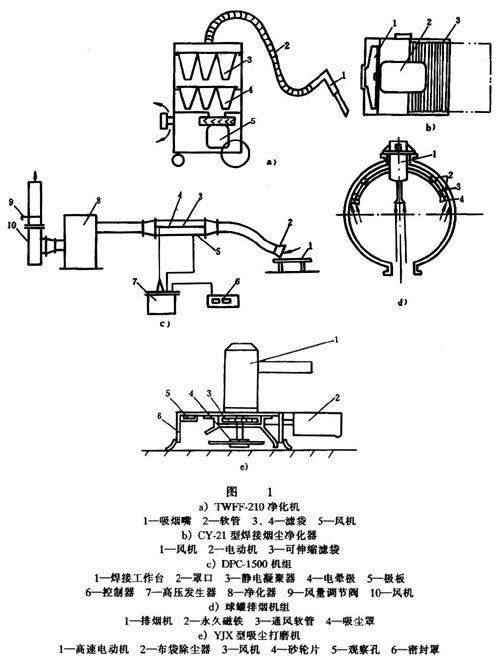
�������ֲ�ͨ�L��Ŀǰ��Ҫ����늺��ş����m�C�M���������֡�ܛ�ܡ��L�C�������b�ü�����Ԫ���M�b��һ�������Ƅӵ����w�ş����m�b�ã����m��늺����I�c��ɢ���Ƅӷ���������c�����õ�늺��ş������C�M��TWFF-210�����C��CY-21�ͺ��ӟ��m��������DPC-1500�C�M�����ÿ��ڿ��g�S��֧�ε��Ժ�ܣ�������ş��C�M��YJX�����m��ĥ�C�ȣ�Ҋ�D1��
������3�����ó��m���� ������ͨ�L���m��ʩ����ʹ���m��Ƚ����l���˜����r����������m���֡����a�����^�Vʽ���m����Ҋ�D2����ȼ���ʹ�×l��Ҋ��3��
������3 �����^�Vʽ���m���ֵȼ���ʹ�Â��
|
�� �e |
��m�ʣ����� |
ʹ �� �� �� | |
|
�ۉm�����x��Si���|���֔��������� |
���I�h���ۉm��ȣ�mg/m2�� | ||
|
1 |
��99 |
��10 |
��200 |
|
��10 |
��1000 | ||
|
2 |
��95 |
��10 |
��40 |
|
��10 |
��200 | ||
|
3 |
��90 |
��10 |
��100 |
|
4 |
��85 |
��10 |
��70 |
����4��ԇ������ݗ���Σ��������o��
���������r��늻��ضȸ��_5000K���ϣ����a�����ҵĻ���ݗ�䣬������ݗ���L�r�g���õ����w�����ܱ��w�ȽM�������������w�M���������á��⻯���ú���x���ã���ʹ���w�M���l�����Ի����ԓp���������������⾀�ͼt�⾀Σ�������أ������@�NΣ�������؏��ԡ�
������1�����⾀ ��Ҫ��Ɍ�Ƥ�w���۾��Ă�����Ƥ�w�������⾀���������������Լt�ߡ����FСˮ�ݡ��B��Һ�����[��ÓƤ���П��Ƹеȡ����⾀���۾��Ă���������늹������ס�
������2���t�⾀ ��Ҫ�������w�M���������á��۾��ܵ��t�⾀��ݗ�䣬��Ѹ�ٮa���Ƃ�����ʹ���γ��W����X�У����Қ廡���t�⾀�������ִ����ֻ�����
�������o�������Ҫ��ʩ�ǣ�
����1���������M�к������I�r����횴�����Ąڄӷ��o��Ʒ���繤�����������oĿ�R�ȡ�
���������oĿ�R��Ƭ������GB3609-83�������oĿ�R�����֡���Ҫ��Ŀǰʹ�õ��oĿ�V��Ƭ�����N��
����������ʽ�V��Ƭ ͨ�Q�ڲ���Ƭ��
���������գ�����ʽ�V��Ƭ �@��������ʽ�V��Ƭ��������Ƹ߷���Ĥ��������������պͷ�����p�����ã����䌦�t�⾀����Ч���ã������������۾��l�����ʹ��
�����۹��ʽ�RƬ �@�����ù���D�Qԭ���Ƴɵ������oĿ�V��Ƭ����ǰ�����ģ���Ѹ��׃����V�����ã���˿��^�캸�Ӳ���ȫ�^�̣����^늻������ۡ���������äĿ���������ĺ���ȱ�ݡ��aƷ��̖�����Q�顰SW-1�Ϳ����Ԅ�׃ɫ늺��Oҕ�R�����䆢�ӣ�׃�ڣ�푑��r�gС��0.02s��
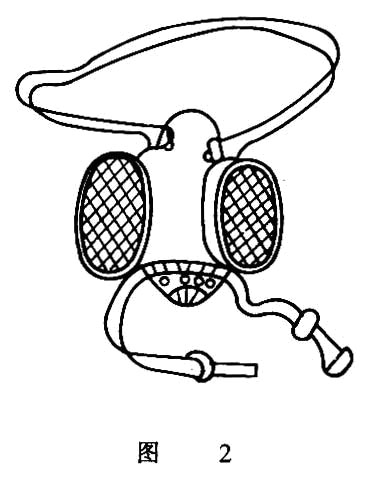
����2���O�÷��o�������o���ò����w�S�������F���������Ҋ�D3a�������Ϳˢ��ɫ���ɫ�ȟo���ᡣ
����3����ˇ�ϲ�ȡ��ʩ ��ᘌ����⏊�ҵĵ��x�ӻ����Ӽ����x�Ӈ������ɲ������]�֣�Ҋ�D3b���@�N���]�ֲ������o�ˏ��ҵĻ���ݗ�� �������ų��˟��m���к����w��
����5��ԇ���������I�r���ā�Դ�����o��
�����������I�r���ā�Դ��Ҫ�������Dʽֱ�������C�����x�ӻ��������x�ӻ���Ϳ���L�P�P߅��̼�����ټ��N��䓰�ȡ�
�������o���Ĵ�ʩ��
����1���û����������������Dʽֱ�������C��
����2�����x��Դ���猢���x�ӻ�������Ϳ���x�ڌ��T�Ĺ����҃Ȳ�����
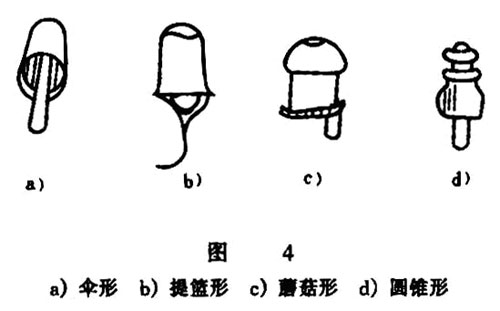
����3���������I�rʹ�ö���������һ����ܛ���Ϻ�ܛ���z�Ƴ�Ҋ�D4�����ֵ��15��25dB��ÿ���|�������^2g��
����6��ԇ��늺����I�r�����a���|늵�ԭ���A����ʩ��
����늺����I�r�����a���|늵�ԭ���ǣ�
����1���O��l���^���p�ĵȹ��ϡ�
����2�����C�Ŀ��d늉���೬�^��ȫ늉����糣�õĽ��������C�����d늉�һ���70V�����������ϳ������e���ļ�����Ь�m����Ь���ֱ��r�����w����轵���H1600�����ң���������һ�����|�Q�ڣ�ͨ�^���w��������_40��50mA��ʹ�������ֲ��l���d�����������ܔ[Ó���|늡����������Q���l�r�����ֽ��|���Q�ڣ������w��������λֱ�ӽ��|���ٽY�����Bͨ늺��C��һ�O�����װl���|��¹ʡ�
�����A���|늵Ĵ�ʩ��
����1�����н���ֱ�������O����⚤����횽ӵء���늾W�����������ƻ������ϵ�y�У������O���o�ӵؾ�����늾W�������ľ��������c�ӵ�ϵ�y�У������O���o�Խ��㾀��
����2������׃�����Ķ����@�M�c������ӵ�һ��Ҳ��횽Ӱl����㣬��һ���@�M�c�����@�M�Ľ^���������߉����F�ڽ���r�������^�����ٽӵػ���㣬��tһ�����λ�·���|�������ڵĺ���������܌��ӵؾ�����㾀�۔࣬����ʹ������ȫ�ܵ����{�������������ġ�
����3�����������r��횰�Ҏ���������o���������^��Ь�ͷ��o���ס����Q���l�rһ��Ҫ��Ƥ���ף���ֹ���ֺ����w�S����|���λ�·�Č���w�����w�����·�����r�������ڎ�늵�䓰�����ں����Ϲ�����
����4���ڽ��������Ȳ�ʩ���r���_���r����Ƥ�^���|�������П��Ĺ���늉�������12V��
����5�����в��������Д��Դ���M�У���׃���C���^���ĽӶ��λ�·�����[�Ӻ��C�����Q�۔������z���C��
����6���ֻ����C�����b���C�ԄӔ���b�ã��似�gҪ��飺�������ӕr�g��40ms�����d늉���18V������ӕr��1��0.5s�ȣ������`���ȡ�300��������500����
����7�����C����������S��ؓ�d���m���¹����������L�r�g���d�\�С�
����7��ԇ��ʹ����Ȳ�l�����İ�ȫ���gҪ�c��
����1����ֹʹ�ø�Ͳʽ��Ȳ�l������
����2�����b�O����Ҫ��ĉ���������ȫ�y�ͻػ��U����
����3����ֹʹ�ü��~���y���~�����^70�����~�Ͻ������c��Ȳ���|�ăx�������Ӽ��S�C���ߵȡ�
����4���b����ʯ�K����50��80mm�K�ȣ���ֹʹ����ĩ���b�ʯ�rһ�β����b���^�ࡣ
����5����Ȳ�l�����ĉ���Ҫ����������ˮҪ���������坍���ʯ�ֽ�Ļҝ{Ҫ���r�����
����6����Ȳ�l�����ʯ�ֽ�^�����ˮ�ز������^95�棬�l���ҜضȲ��ó��^80�档
����7��ʹ���е���Ȳ�l�����c���𡢻��c���߉�늾���ˮƽ���x����С��10m��
����8����Ȳ�l�����İl���ҡ��l���D�Һͻػ��U���ж�����������e��ж��Ĥ���ػ��U����������ֹ�y�b�á�
����8��ԇ��ʹ�Ú�ƿ�İ�ȫ���gҪ�c��
������1������ƿʹ�õİ�ȫ���gҪ�c
����1�����ÿ�����Դ��
����2�����ؕ�
����3��Ҫ�з���Ȧ���Ҳ�ʹ��ƿ������ܵ�ײ����
����4��Ҫ����ȫƿñ����ֹˤ��ƿ�y����¹ʡ�
����5���c������x������10m��
����6����ƿ�Ț�ⲻ��ȫ���ñM������������0.1��0.2MPa��
����7������մȾ���ۡ�
����8�����_ƿ�y�r������^�졣
����9��ƿ�y���Y�r�����ß�ˮ��ˮ�����ӟ�������������ӟᡣ
������2���ܽ���Ȳƿʹ�õİ�ȫ���gҪ�c
����1����ȫ���gҪ�c�c����ƿ1��6�l����ͬ��
����2����Ȳƿֻ��ֱ���������P�ţ��Է���ͪ������
������3��Һ��ʯ�͚�ƿʹ�õİ�ȫ���gҪ�c
����1����ƿ���ó�MҺ�w���������10����20���ݷe�Ě⻯���g���Է�ֹҺ�w�S�h���ض����߶���Û�r������ƿ���ѡ�
����2���z�ܺ��r�|���ϑ������Ͳ��ϡ�
����3�����ؕ��A���ґ�ͨ�L���ã��҃ȇ�������
����4��ƿ�y���ܽ��^̎����©�⡣
����5����ƿ�������÷�ˮ�ӟᣬ��������40�����µĜ�ˮ�ӟᡣ
����6���������е�����Һ���Է�����ɞġ�
����7��������©�⡣
����9��ԇ���⺸����������ȫ���gҪ�c��
����1��ÿ������p��������Ȳ�p������ֻ���S��һ�Ѻ����һ�Ѹ�档
����2�������z�ܺ���Ȳ�z�ܱ�횅^�֣����������иȫ�˜ʣ�GB9448-88����Ҏ��������ܞ��ɫ����Ȳ�ܞ�tɫ�����ÓQ�á�
����3������ǰ�����z������ܡ���Ȳ���c���������B��̎�Ƿ���©��F���z�麸�������Пo�����F��
����4���⺸����ʢ�b�^��ȼ���ױ������������ж���ĸ��N�������ܵ����O��r����횽��^�ص���ϴ�Ƀ������M�����I��
����5���ڪMխ��ͨ�L�����ĵϡ��ӵ����ܵ�������������]�ضε�̎�M�К⺸��������I�r�����ڵ������M�Мyԇ�������Ļ�Ϛ⣬���c���ף���ֹ�ڹ������c�{ԇ���c�𣬺�����涼���S���M����
����6���ڷ��]�������ޡ�Ͱ��œ���К⺸�����r�����ȴ��_����������������Ŀס�����ʹ��Ȳ��՚���ͨ���Է�ֹ�⺸������ж����C������Ҫ�r���Ќ��˱O�o��������ͣ���ꮅ�r�����桢�����z�ܶ����S���M������ֹ���ڹ������c��
����7���ڎ�������늉��Ļ�ͬ�r���Љ�����늉����������ޡ��ܵ��ϣ���ֹ�M�К⺸�������������ጷʼn������Д���Դ���Դ���ܹ�����
����8���Ǹߺ��������I�r���������߶Ⱥͭh���l��������Σ�U�^�ķ�������ֹ���¼�Σ�U�^�ȴ�ſ�ȼ���ױ���Ʒ��ͣ���ˆT��
����9���⺸��������횴���Ҏ���Ĺ������������oĿ�R��
����10���⺸�������ڸ�̎���������ӡ�����ƽ�_����ȫ������ȫñ�����ߴ�����õĹ��ߺͷ��o��Ʒ��
������ֱ����ˮ��������и���ٲ��ϕr�����ܰl����ը�����з�ֹ������ɠC���Ĵ�ʩ��
�����ڌ��Ғ������ؙC���^�ϵĹ������O�䣬��ֹ�⺸�͚�
������¶�������������L������r����ֹͣ�⺸��������
�����ܮ��⺸�l���ػ�r������������P�]��Ȳ�{���y��Ȼ�����P�]����{���y������������ػ�r�������P�]�и����{���y��Ȼ�����P�]��Ȳ�������{���y��
��������Ȳ�z�ܻ���Ȳƿ�Ĝp���yȼ����ը�r���������P�]��Ȳƿ����Ȳ�l�����Ŀ��y�T��
�����������z�ܱ�ըȼ���r���������P�]����ƿ���y�T��
�����ߚ⺸������Y����������ƿ�y����Ȳƿ�y�P�o���ٌ��p�������{����ᔔQ�ɡ�
����10������M����ȼ���ױ����ж������ĺ������I��
�������@h�����M�к������Iǰ����회������M���ÓQ����ϴ���I��
������1���ÓQ���I ������ǰ���ö��Ԛ��w��N2��CO2����ˮ�����ˮ���O�䡢�������ܵ��ȵ���ȼ���ױ����w�����������к����ж���B���|ȫ���ÓQ�������@�N���I�Q���ÓQ���I���ÓQ�ö��Ԛ��w�İ�ȫҪ��Ҋ��4��
������4 �ÓQ�ö��Ԛ��w��ȫҪ��
|
�� �Q |
���ȣ��w�e�֔��������� |
O2���w�e�֔��������� |
H2���w�e�֔��������� |
|
N2�� |
��98 |
��2 |
�� |
|
CO2�� |
��96 |
�� |
��0.5 |
�����ÓQ���Iǰ����ж���O��ȵ���Һ����������ˮ���ÓQ���|�r������ϵ�yע�M���_�J�]�����Ǖr��ֹ���ÓQϵ�y�����aϵ�y���B��̎�����P���y�T�⣬߀��횏ص��Д��⡢Һ�ā�Դ���ÓQ�r���ÓQ��Ҫ���_�ſ��y�ʹ����ͨ�������w����y�T��
�����ÓQ���Iǰ����ж���O��ȵ���Һ����������ˮ���ÓQ���|�r������ϵ�yע�M���_�J�]�����Ǖr��ֹ���ÓQϵ�y�����aϵ�y���B��̎�����P���y�T�⣬߀��횏ص��Д��⡢Һ�ā�Դ���ÓQ�r���ÓQ��Ҫ���_�ſ��y�ʹ����ͨ�������w����y�T
��һƪ���A���ۉmΣ����֪�R����
��һƪ�����w���o��ȫ���R